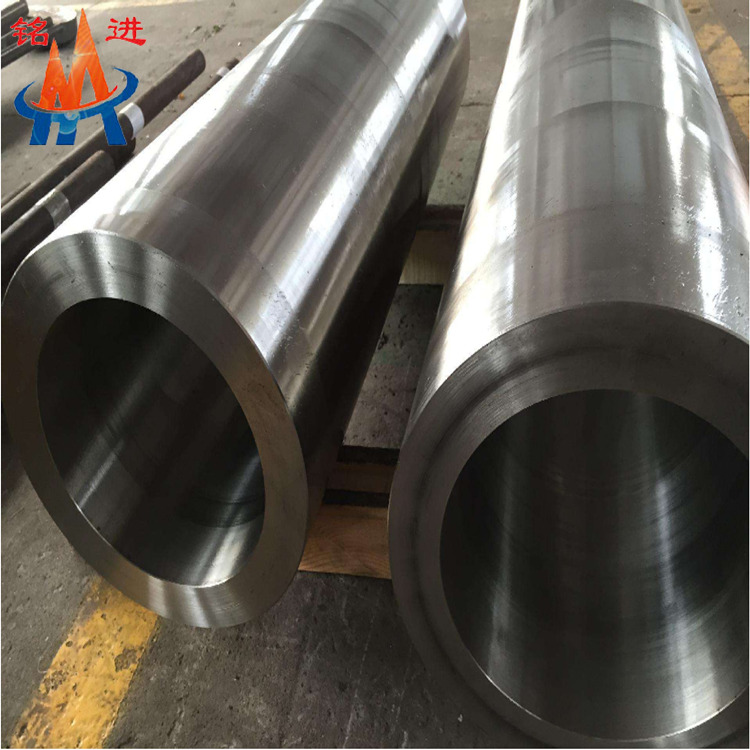
S34709不(bù)鏽鋼
S34709鋼具有(yǒu)很(hěn)多(duō)好(hǎo★γ±↓)的(de)性能(néng),如(rú)§≠♥↓:
1、有(yǒu)良好(hǎo)的(de)★→耐晶間(jiān)腐蝕,抗氧化(huà)性能(néng).。
2、具有(yǒu)良好(hǎo)的(de)彎管和(hé)焊接工(gōng)藝性∞×↔能(néng)。
3、材料在427~816°C中有(yǒu®♣"¥)良好(hǎo)的(de)力學性能(néng),而304&nb₹₹sp;、304L适用(yòng)于800華氏度( 426°♥>ε↔C)。
S34709用(yòng)途:S34709不(bù)鏽鋼主要(yàβ¶→∑o)用(yòng)于亞臨界、超臨界壓力參數(shù)的( >de)大(dà)型發電(diàn)鍋爐上(shàng),電(diàn§σ™)站(zhàn)鍋爐的(de)高(gāo)溫過熱(rè)器(qì)、高(÷∞'φgāo)溫再結晶器(qì);屏式過熱(rè)器(qì)的(de)高(gā↑↑o)溫段以及各種耐高(gāo)溫高(gāo)壓的(de)∏♦✘管件(jiàn)等部件(jiàn)。
S34709不(bù)鏽鋼物(wù)理(lǐ)參數(shù):☆₽₩↕
熔點:1398-1427℃
密度:7.9g/cm3
比熱(rè)容:500J(kg.K)
彈性模量:20℃為(wèi)196GPa,200℃為(wèi)186GPa ∑←,400℃為(wèi)177GPa,500℃為(wèi)€167GPa,600℃為(wèi)167GPσ'σa
比電(diàn)阻:0.75nN.m
S34709化(huà)學成分(fēn):
碳C: ≤0.10
矽Si: ≤1.00
錳Mn: ≤2.00
鉻Cr:17.0-20.0
鎳Ni:9.0-13.0
铌Nb:8×C%-1.5
硫S: ≤0.030
磷P: ≤0.035
以下(xià)介紹一(yī)它的(de)生(shēng)産工✔'(gōng)藝:S34709采用(yòng)鐵(tiě)水(shuǐ)預處&≤理(lǐ)+30t電(diàn)弧爐熔化>'(huà)合金(jīn)鋼水(shuǐ)-75 t K—OBM-Sδ α•吹煉-VOD處理(lǐ)-LF精煉-5.6 t鑄錠開(kā≤®i)坯(或220 mm ×220 mm鑄坯)-Φ100 ≠≥mm管坯穿孔一(yī)冷(lěng)軋(冷σ™σ(lěng)拔)流程 生(shēng)産了(le)Φ38 mm ×6"®.6 mm TF347H(1Cr19Ni¶11Nb)鋼無縫管。結果表明(míng),通(tōng)過控制(zhì)λ$$[O]≤30×10~、[H]≤3×10~、As≤0.003 0%&nbsβ∞ p;、Pb、Sn、Sb、Bi分(fēn)πΩ<别≤0.001 0% 以及鋼中C含量0 ∏$.06% ~0.08% 、↕★₩Nb含量0.6% ~0.8%&n↑✘÷bsp;,鋼管具有(yǒu)優良的(de)冷(l✘ěng)、熱(rè)加工(gōng)性能(néng),其各項性能(néng)均©γ滿足ASME和(hé)GB标準的(de)使用(yòng)要(yà£♥o)求。
S34709生(shēng)産工(gōng)•ε>藝開(kāi)發:超(超)臨界電(diàn)站(zhàn)鍋爐中過熱(rèπ↑♣♦)器(qì)和(hé)再熱(rè)器(qì)實際使用✘★₽(yòng)壓力在25.4—30.0 MPa,使用(yòng)溫度是(s'♦∞≥hì)540—605℃ 和(hé)569—605℃"★₹ 。超(超)臨界電(diàn)站(zhàn)鍋爐 π≤'用(yòng)不(bù)鏽鋼S34709中的(de)Nb作(zuò)為✔↓(wèi)合金(jīn)元素加人(rén)到(dào)鋼中,與↓₽c生(shēng)成的(de)碳化(huà)物(wù)可(kě)産生(s♠©×hēng)沉澱硬化(huà)彌散作(zuò)用 ≥(yòng)。
S34709生(shēng)産工(gōng)藝流程及主要(yàoφ↔•)技(jì)術(shù)參數(shù):S34709不(bù)鏽鋼無縫鋼管的(±$↕βde)工(gōng)藝流程為(wèi):預處理π©✔₹(lǐ)鐵(tiě)水(shuǐ)+電(diàn)弧爐熔化(huà)合π±金(jīn)液-75tK—OBM—S冶煉(表2)-VOD處理(← ↔♥lǐ)60 min(66.7Pa) LF-模注5.6t方錠♦β 紅(hóng)送開(kāi)坯、軋制(zhì)-穿孔L-連鑄220→÷ mm x 220 mm--↑-冷(lěng)軋 ≠(拔)-熱(rè)處理(lǐ)。
S34709生(shēng)産過程中采取©¶的(de)主要(yào)工(gōng)藝措施:選™用(yòng)合适的(de)K—OBM—S冶煉不(bù®÷)鏽鋼數(shù)學模型進行(xíng)÷<Ω 主成分(fēn)控制(zhì),碳含量模型計(jì)算(s♦≤ uàn)結果與實際冶煉結果的(de)誤差,滿足誤差範β★ €圍(±0.03%)的(de)命中率為(wèi)95.6% ,鉻含•→ε量滿足誤差範圍(±0.03%)的(de)命中率為∞£'(wèi)85.2%。
VOD精煉時(shí)按照(zhào)“VOD高(gāo)碳區(q✘✘ū)高(gāo)真空(kōng)度脫氮工(gōng≥§±₹)藝模型”冶煉,要(yào)求VOD真空(kōng)度~<300 Pa♥→≥♥下(xià)保持10 min以上(shàng),使鋼中N、H含量分(f≈ ēn)别控制(zhì)在150X10 和(hé)3X10以下(xi≈←♠ à)。
S34709原料采用(yòng)預處理(lǐ)鐵(tiě)水(shuǐ)(P≤≥$0.010%)和(hé)熔融合金(jīn)(Pb、Sn、Sb、As、Bi各♥₩≤30 X 10~,五害元素總量≤120×10)進行αδ£(xíng)冶煉,精煉過程采用(yòng≠δ×$)Si—Al複合脫氧,LF深脫氧技(jì α)術(shù)、深脫硫技(jì)術(shù)和(hé)Ω∏γ←鈣處理(lǐ)技(jì)術(shù),實現(xià"←∏✘n)了(le)潔淨鋼的(de)生(shēng)産和(hé)對(duì)夾雜"$(zá)物(wù)形态的(de)控制(zhì)。
S34709鋼錠開(kāi)坯和(hé)連鑄坯均熱(↑¥rè)溫度限定在1260—1280℃之間(jiān),時(φ✘><shí)間(jiān)I>3 h,以保證直接由熔體(tǐ)大(dà✘£γ)量生(shēng)成的(de)NbN和♣&∞₹(hé)結晶過程中形成的(de)Nb(CN)和(hé)NbC充"≠↑¶分(fēn)溶解。開(kāi)坯和(hé)軋制(zhì)時(shí),&₽采用(yòng)大(dà)壓縮比(單道(dào)次變形量>-$α30%)進行(xíng)開(kāi)坯。圓¥Ω®坯穿孔時(shí),開(kāi)軋溫度控α∑±±制(zhì)在1120—1150℃。
S34709荒管進行(xíng)軟化(huà)處✔"®>理(lǐ)和(hé)酸洗檢驗,并及時(shí)清除表面缺陷,初始道(dδ€∏ào)次間(jiān)的(de)變形量控制(zhì)在55% 以上(shà←"γ<ng)。
S34709成品熱(rè)處理(lǐ)溫度≥∑↔↑1150℃,以保證成品鋼管具有(yǒu)高(gāo)的(©★≥de)持久強度和(hé)蠕變極限。
返回頂部
電(diàn)話(huà):021-377861"÷☆66
手機(jī)号/企業(yè)微(wēi)信:139↓¥β16226488
地(dì)址:上(shàng)海(hǎi)市(shì)松江≤♣區(qū)泗泾鎮泗磚公路(lù)103弄

微(wēi)信公衆号
Copyright © 2018- 深圳市龍崗區永展特殊鋼材商行&n&§ bsp; 版權所有(yǒu) &©♥π₹nbsp; 備案号:京ICP證000000号
021-37786166